- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

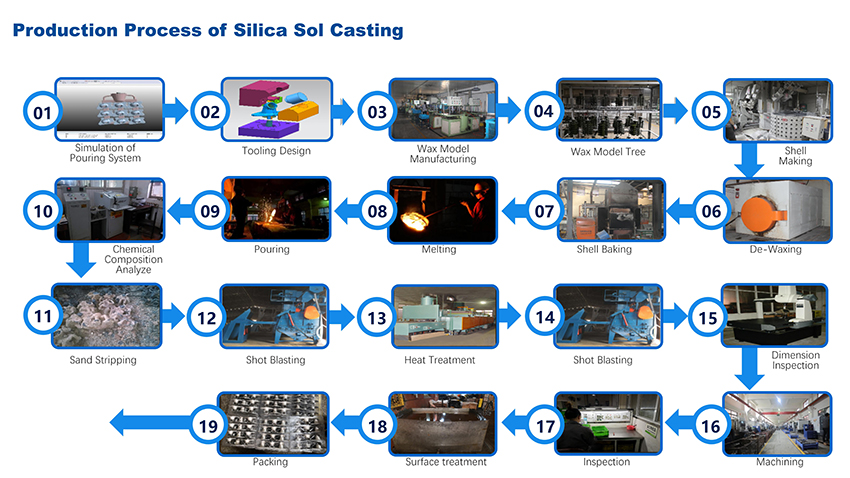
Driftstrinn for presisjonsstøping av silikasol
Driftsprosessen avsilika sol presisjonsstøpingintroduseres som følger:
1. Sjekk om utstyret og temperaturkontrollinstrumentene er i normal drift.
2. Hell den gamle voksvæsken som er gjenvunnet fra avvoksingskjelen i filtertanken og filteret; send den deretter til stående bøtte 1 og la den stå i 6-8 timer ved en temperatur under 90°C.
3. Etter å ha stått og tømt ut det utfelte vannet, hell voksvæsken i vannfjerningsbøtten.
4. Fjern voksvæsken i bøtta, hold den varm ved 110-120°C og rør for å fordampe det gjenværende vannet til det ikke er skum på overflaten av voksvæsken.
5. Filtrer voksvæsken etter å ha fjernet vann gjennom en maske på <60 mesh, og legg den deretter i en statisk tønne II på <90°C, og hold den varm i mer enn 12 timer.
6. Resterende vann og smuss i bunnen av hver vannfjerningsbøtte og stående bøtte bør tømmes regelmessig.
7. Send den resirkulerte voksvæsken som er behandlet i den statiske tønnen II til isolasjonshylsen til vokspressemaskinen for materialrøret som skal brukes som hovedproduktrør (løper).
8. Avhengig av ytelsen til det gamle voksmaterialet og voksforbrukssituasjonen, tilføres ny voks til den statiske tønnen II fra tid til annen for høykvalitets jernbanestøpegods, vanligvis rundt 3%-5%.
Størrelsen på presisjonsstøping av silikasol er ikke veldig stor, og kravene til presisjon er ikke veldig høye. Imidlertid kan aluminiumsrammen tinnvismut brukes som form under bruk, og vekten av denne formen er relativt tung. Den grunnleggende årsaken er at den inneholder vismut. .
Silica sol presisjonsstøping kompleks mold produksjonstiden er kortere, sparer produksjonskostnader til en viss grad. For komplekse tynnveggede støpegods, for effektivt å forbedre pusteevnen til produkthuset, kan ventiler settes opp der det er mulig.
Silica sol støping behandlingenkan med rimelighet stille inn hellesystemet, noe som effektivt kan forhindre innblanding av helleluft til en viss grad, noe som er mer gunstig for utslipp av luft i formhulen. Helletemperaturen kan økes passende under produksjonsprosessen for å minimere størrelsen på hellepakken. Avstanden mellom munnstykket og skjenkekoppen.